Publish date
Jan 22, 2024

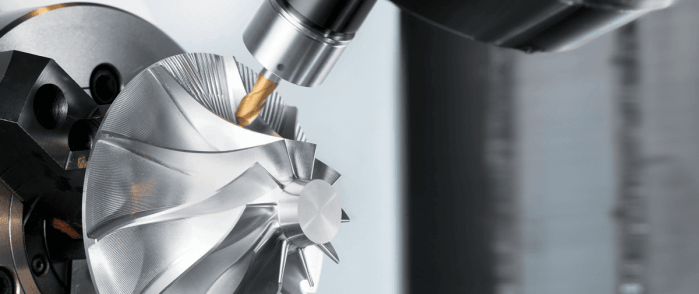
Managing runout with the right holder, such as the MEGA ER Grip collet chuck, can significantly improve tool life by ensuring even tool engagement and reducing wear through more uniform load distribution across all flutes.
Collet-style holders enhance accuracy and versatility for high-speed machining, with specialized bearing nuts and precision-engineered pullstuds and collets ensuring minimal runout and maximum tool life.
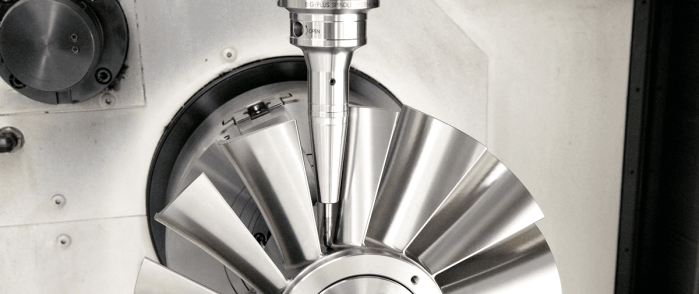
High-speed and long-reach machining demand holders that offer exceptional rigidity, balance, and precision, with hydraulic chucks and dual-contact holders providing stability and efficiency to extend tool life in challenging applications.

If you’re looking for fast, easy return on investment, improving tool life is one of the best options a metalworking operation has. While many look to speeds, feeds, proper programming, and chip thinning or advanced insert grades and coatings for relief from wear, how the cutter is held plays a fundamental role in getting the most out of consumable tools. Among the variables in a cycle, the holder is more of a constant, making the right one invaluable to tool life across multiple operations.
Regardless of application, one of the most important factors in limiting wear is constant, even tool engagement with the part, every tooth bearing an equal load. With runout in the equation, or variation in the diameter of the cutting tool at certain points as it rotates, tool life inevitably suffers.
As flutes contact the part differently, each performs and wears at different rates. It’s an inefficient use of consumables. There is a simple way to estimate the impact of runout on your tools. The One Tenth = 10% Rule states that one tenth of runout will increase or decrease tool life by 10%. In other words, if five tenths of runout is reduced to one tenth, tool life should improve by 40%.
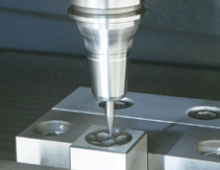
Just how much of a difference can runout make? We tested it: the exact same .118" diameter carbide drills with runouts of .0008" and .0006", respectively. The drill with less runout made 2,300 holes in a steel workpiece .590" deep; the other, just 800. The MEGA ER Grip collet chuck has excellent clamping force, concentricity, rigidity and balance at high speeds. It clearly demonstrated the savings in both tool life and tool-change downtime.
With that in mind, let’s look at some common holder scenarios and ways to maximize tool life for each.
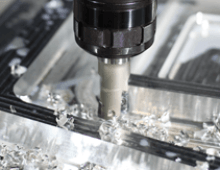
Collet-style holders are popular for their accuracy, high-speed capabilities and versatility. The collet nut allows for more points of contact and a flexible gripping range when compared to other chucks. These tools are not immune to runout and uneven wear, however. For one, the higher the length-to-diameter ratio and mass, the more of an effect on the holder as it spins. A few other ideas to improve tool life include:
See some of the other considerations the keep in mind and more about how we build our collet-style holders a little differently, to make preserving tool life easier.

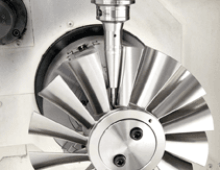
High-speed machining is a whole different animal. When speed increases, the forces pushing the holder off center increases too. This runs the risk of uneven radial forces on the cutter and, in turn, premature wear. To achieve efficient tool life, proper finish and productivity in high-speed work, holders need to be as rigid, compact and short as possible to keep the whole assembly stable. While there are unique factors when considering holders for high-speed machining in general, when tool life is a priority, consider these specifically:
Like high-speed machining, long-reach scenarios add a whole new set of geometrical and physical influences to consider. Finishing off those deep pockets and cavities is always a challenge. Put simply, the farther the tool does its work from the spindle, the more room there is for error and/or uneven wear. Some things you can consider in order to preserve tools during long-reach work include:
While we haven’t covered every scenario, the right holder is an effective counter to consumable waste. (Carbide isn’t getting any cheaper.) Cost per part is another solid way of measuring the benefit of an improved tool holder. Getting more tool life from a single tool means more parts from the same production cost—and lower cost per part. Even bigger picture, shorter cycle times have more impact on lowering the cost per part than even the machine or operator burden rates over time.
So, before you put your money in another, less efficient investment, consider how tool holders may be able to pay big dividends for over time. Explore our entire lineup of high-performance holders, from hydraulic chucks to basic arbors, to find your next solution.




Did you find this interesting or helpful? Let us know what you think by adding your comments or questions below.